T11 T12 T22 T91 T92 Bezšvové potrubie z legovanej ocele



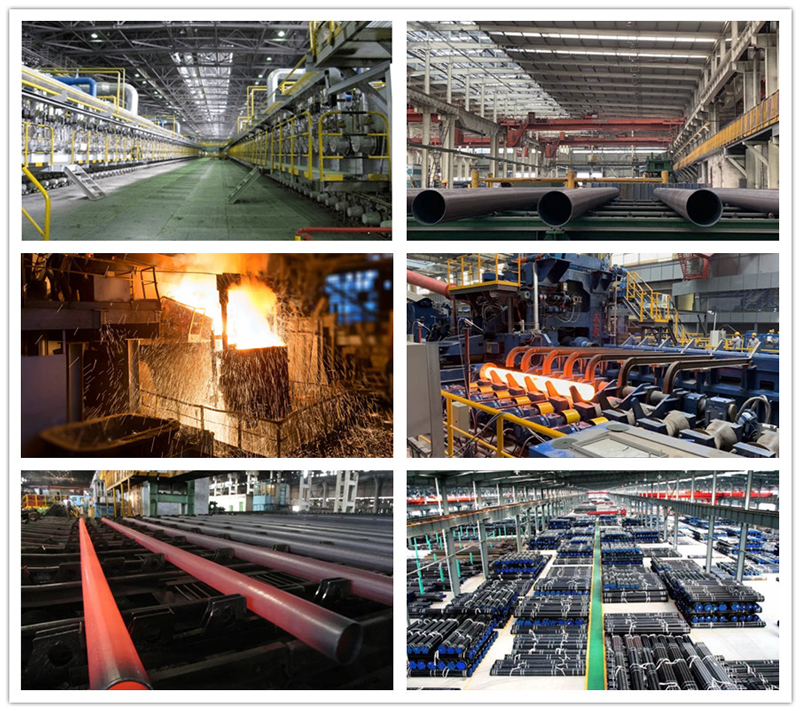
výrobný proces
Valcovanie za tepla (extrudovaná bezšvová oceľová rúra): okrúhla rúrka perforácia predvalkov trojvalcové šikmé valcovanie, nepretržité valcovanie alebo extrudovaný priemer pásu (alebo zmenšený priemer) chladiaca značka vyrovnávania predvalkov (alebo kaz) hydraulická skúška (alebo kaz) na skladovanie.
Rúrka ťahaná za studena (valcovaná) bezšvíková oceľová rúra: predvalok s okrúhlou rúrou vyhrievaný, perforovaná hlava, žíhanie, morenie a pokovovaný olej (medenie) viackanálová rúrka ťahaná za studena (valcovaná za studena) rúrka sochoru tepelné spracovanie vyrovnávanie hydraulický test (detekcia chýb) značka do skladu.
Vo výrobnom procese bezšvíkových oceľových rúr pre kotly je kľúčovým procesom tepelné spracovanie.Tepelné spracovanie má dôležitý vplyv na vnútornú kvalitu a kvalitu povrchu bezšvíkových oceľových rúr, čo je obzvlášť dôležité pri výrobe legovaných bezšvíkových oceľových rúr.
Naša spoločnosť využíva neoxidačné tepelné spracovanie, výrobu oceľových rúr so stabilnou metalografickou organizáciou a dobrou kvalitou vnútorného a vonkajšieho povrchu pomocou vírivých prúdov a ultrazvukovej automatickej detekcie chýb, oceľových rúr jednu po druhej na detekciu chýb vírivými prúdmi a ultrazvukovú detekciu chýb.S ultrazvukovým meraním hrúbky a funkciami šikmej detekcie chýb dokáže efektívne odhaliť vrstvené chyby v oceľovej rúre.
Metóda kontroly kvality bezšvíkových oceľových rúr
1. Analýza chemického zloženia: metóda chemickej analýzy, prístrojová analýza (infračervený CS prístroj, spektrometer s priamym čítaním, zcP atď.).
2. Kontrola kvality povrchu oceľovej rúry: 100%
A. Ultrazvuková detekcia UT:
B. ET: (elektromagnetická indukcia)
C. MT a detekcia úniku:
Magnetická detekcia defektov, vhodná na detekciu povrchových a blízkopovrchových defektov feromagnetických materiálov.
D. Elektromagnetická ultrazvuková detekcia defektov:
Nie je potrebné žiadne spojovacie médium, ktoré možno použiť na detekciu povrchových chýb pri vysokej teplote a vysokej rýchlosti, drsnej a suchej oceľovej rúrke.
E. Skúška prenikania kvapaliny:
Fluorescencia, farbenie a detekcia povrchových defektov oceľových rúr.
3. Kontrola fyzikálnych a chemických vlastností oceľových rúr:
4. Kontrola výkonu procesu oceľovej rúry:
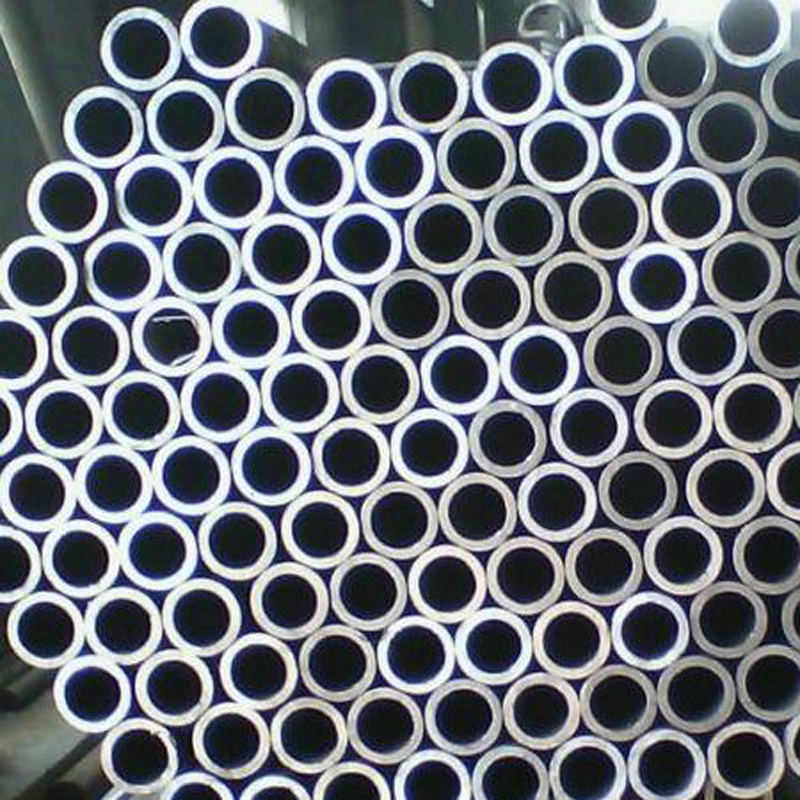
Detail produktu
| Trieda ocele: | 106B,210A1,210C,P9,P11,T1,T11,T2,T5,T12,T22,T23,T91,T92,P235GH,13CrMo4-5,15Mo3,10CrMo9-10, ST35.8,ST45.8,STB340,STBA 12-2,API5L,5CT,ND-oceľové potrubie |
| štandard: | ASME/ASTM SA/A53/513/106/209/210/213/335/178/179/519 ASME/ASTM SA/A213,A312,A269,A778,A789, DIN 17456, DIN17457,DIN19151 ,BS3605,BS3059 |
| špecifikácia: | Vonkajší priemer 10~508mm |
| Hmotn.: | 1,0-30 mm, alebo podľa špeciálnej požiadavky zákazníka |
| dĺžka: | 2-20 metrov, alebo podľa špeciálnej požiadavky zákazníka |
| Balíček: | Exportný štandardný balík |
| Typy trubíc: | Rúrka kotla, presná rúrka, mechanické potrubie, rúrka valca, potrubné potrubie atď |
| Mlyn MTC: | Dodávané pred odoslaním |
| Kontrola: | Môže byť akceptovaná inšpekcia tretej strany, SGS, BV, TUV |
| Montážny port: | Akýkoľvek prístav v Číne |
| Obchodný termín: | FOB, CIF, CFR, EXW atď. |
| Cenový termín: | TT alebo LC na dohľad |
| Naše služby: | Môžeme prispôsobiť podľa požiadaviek zákazníka alebo výkresu, balenie podľa požiadaviek zákazníka |
Factory Show